One of the greatest challenges in 3D printing is how to make thin walled designs, especially in materials that have a high melting point, which increases the risk of distortion and stringing when 3D printing. This case study shows how our experts helped a client achieve spectacular results by adjusting settings and using clean breakaway support material.
What do you do when you don’t get the results you want from your 3D printer?
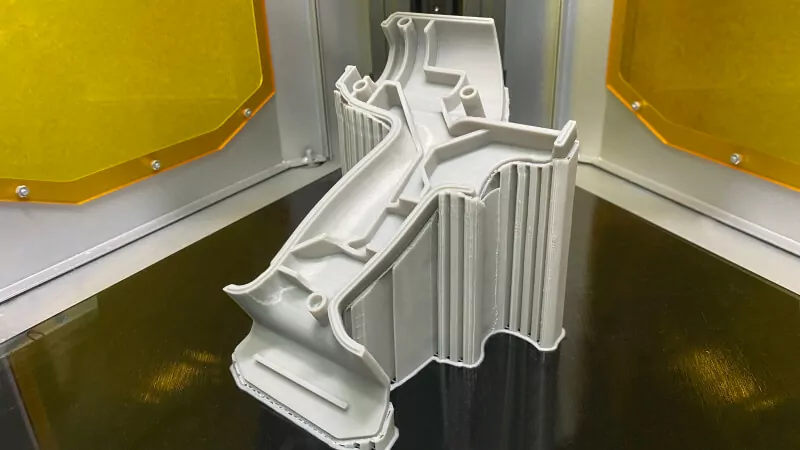
We all want to get results like the photo above – this is a very thin walled electric motor stator printed in nylon (PA), which has a high melting point compared to many other commonly used 3D printing materials. The design is small, less than 10 cm across, with wall thickness c. 2mm. This all combines to make it a challenge to print successfully on any 3D printer.
What are the 3D printing temperatures for different materials?
- PLA (polylactic acid): 190-220°C (374-428°F)
- ABS (acrylonitrile butadiene styrene): 220-240°C (428-464°F)
- PETG (polyethylene terephthalate glycol): 220-250°C (428-482°F)
- TPE (thermoplastic elastomer): 210-260°C (410-500°F)
- PA / nylon (polyamide): 240-260°C (464-500°F)
- Polycarbonate (PC): 250-280°C (482-536°F)
If you don’t get results this good the first time when 3D printing in nylon, don’t despair – we’re here to help, which is what we did when our customer contacted us to get help getting this project to print correctly.

Is 3D printing in nylon difficult?
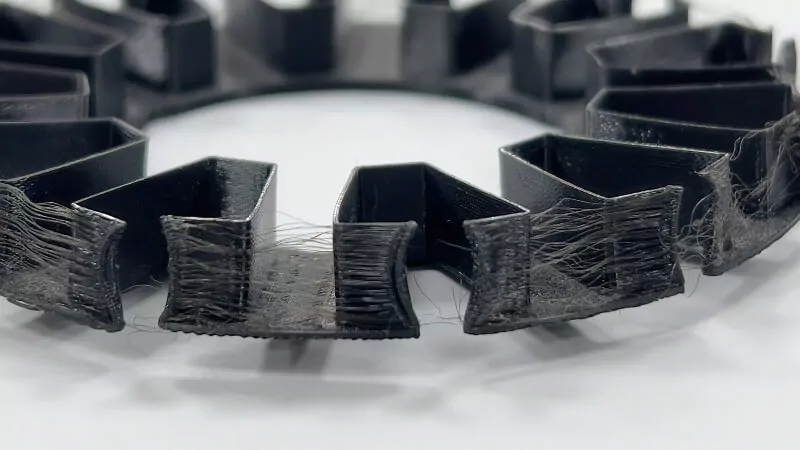
As you can see from the photo of the original attempt by the customer to print the motor stator, there are a couple of big things that can go wrong when printing in nylon. We can see extensive stringing (filament drawing) and sagging, especially at the outer edges of the design.
These problems are not only found when printing in nylon, but are more common with high melting point materials than low melting point, fast-setting materials. You always need to make sure you calibrate your 3D printer correctly for the material you are using.

How did we fix this 3D printing problem for our customer?
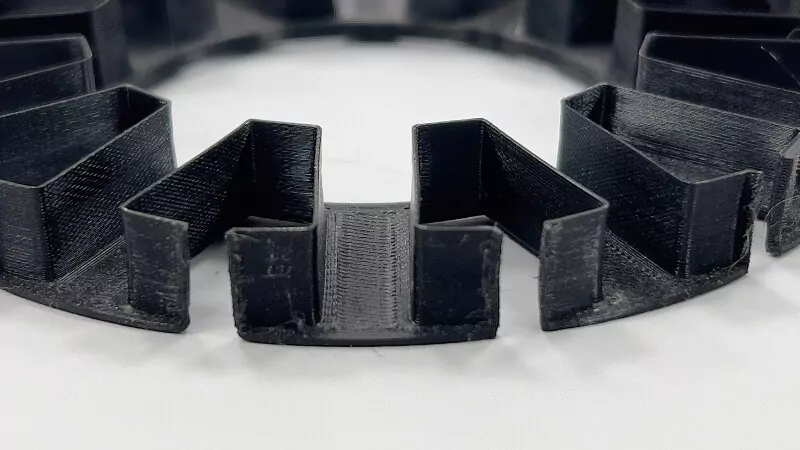
We were able to print this very thin nylon component without deformation or stringing by adjusting the temperature settings and building removable scaffolding in clean breakaway support material around the part.
When the temperature is correct, the print material sticks perfectly to the previous layer and sets without flowing and sagging out of shape. Printing a support material around the design using a dual material printer helps you to keep the design in shape while it sets.
If the temperature is too high the print material will tend to leak out of the nozzle continuously, causing stringing. This is also caused by incorrect settings for retraction of the filament when the extruder is moved to the next print position.
Are these the most common problems in 3D printing?
If you look at the close-up photo above of the 3D printed nylon electric motor stator you can clearly see stringing and distortion. Compare this to the corrected design at the top of the article and see the dramatic difference in the 3D print quality!
Stringing and distortion are two of the three most common problems people have in 3D printing, and are commonly experienced when trying to print thin walled objects in high melting point materials.
What are the 3 most common problems in 3D printing?
- Stringing
- Distortion
- Print not sticking to the bed
The other frequent problem people find is the print not sticking to the 3D printer bed, which we’ll also look at here, as you can also see that the original print is not sitting flat after printing compared to the corrected version.
Stringing
When the molten filament does not detach cleanly when the extruder moves to the next printing position, leaving a stretched out trail of plastic between the two points. This has two causes: incorrect printing temperature and incorrect retraction settings in the extruder. The extruder should pull back the filament into the print head when moving to the next position.
Distortion
When there is not enough support for the printed object, it sags and distorts while it cools and sets. This is a common problem with thin walled designs, and is made worse if the temperature calibration is wrong – the higher the temperature the more the material will flow before setting.
Print not sticking to the bed
This is often caused by incorrect leveling of the print bed, the bed temperature being incorrect or the bed not being clean enough. In this case the original print not sitting flat was probably due to printing at too high a temperature, which can make the whole design bend out of shape as it cools.

PING 3D printers are designed to reduce common 3D printing problems
Our floor standing and desktop dual material 3D printers have three features that make it possible to print even the most challenging designs in difficult materials.
What are three features of PING 3D printers that improve accuracy?
- Patented 2-in-1-out precision extrusion
- Clean breakaway support material with no gaps (z=0)
- Temperature controlled bed with enclosed cabinet design
The patented PING 2-in-1-out extruder technology delivers extraordinary positional accuracy. This allows for dual material printing with clean breakaway support material in the second filament feed, with no gap between support and model. Enclosed cabinets with temperature controlled bed improve bed adhesion and uniformity of cooling, reducing temperature related distortion.
Every PING 3D printer comes with excellent customer support
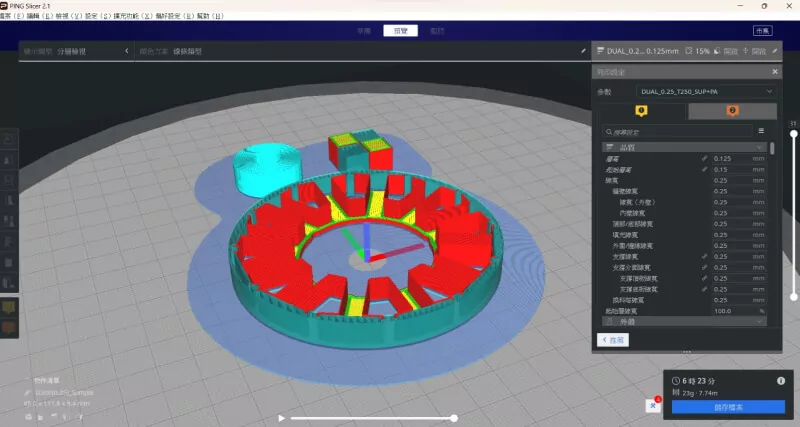
The screenshot above shows the scaffolding solution and printer settings we gave our customer to enable clean breakaway, with no distortion and stringing. PING’s professional support team has the expertise to help you fix errors and improve your 3D print quality. It’s all part of the package when you choose a PING 3D printer!
We all want our 3D printing to have the cleanest, smoothest results with minimal clean up or corrections, even with challenging materials and thin wall printing. PING 3D printers have the features that enable you to achieve excellent results, including auto leveling, temperature control cabinets and our ground-breaking dual printing extruders.
These are all good reasons to choose a PING 3D printer if you are trying to print clean, accurate, technical designs. Problems with your 3D printing waste valuable time and resources. Knowing we’ve got your back when you need help gives you the peace of mind and freedom to explore new 3D printing possibilities. Contact us today to discover you can have excellence in printer design as well as genuine customer focused support!