"PING can help us with the sample test first, your sales service is really good! It's a great help"
-Mr. ChenPrecision Industry
"Thank you very much for solving the problem immediately. Compared with my previous manufacturer, the service is very different."
- Mr. GaoCamping Industry
"The printing speed of the P200 is very fast. Putting it down at night, it can be verified in the morning! The machine is also quiet, so it is no problem to put it in the bedroom!"
-student Chaoyang University of Technology Department of Industrial Design
Previous
Next
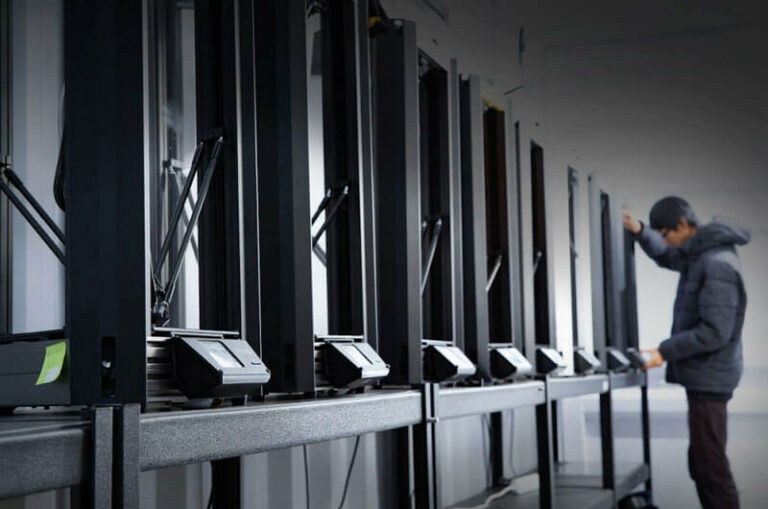
Floor Standing 3D Printers D800
Extend your printing reach to a massive 800mm. Adopt our patented two-in-one-out dual-material nozzle design to achieve unprecedented precision.
Professional hardware and software support ensures excellent results and accelerates your R&D cycle. Easily experience 3D model making and printing services at competitive prices.
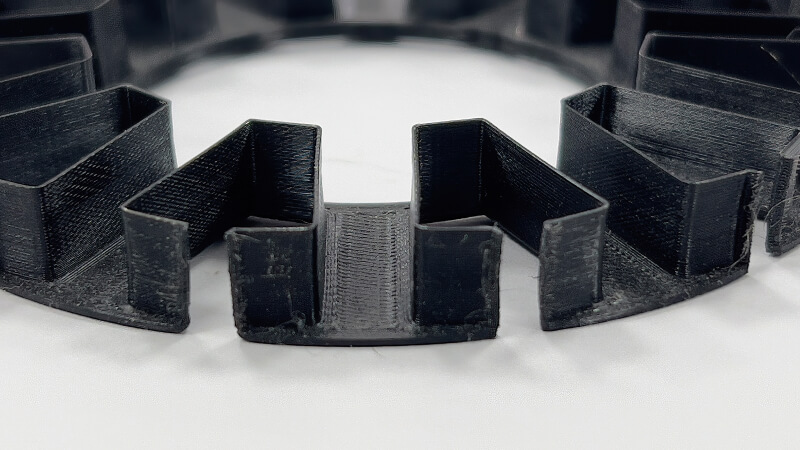
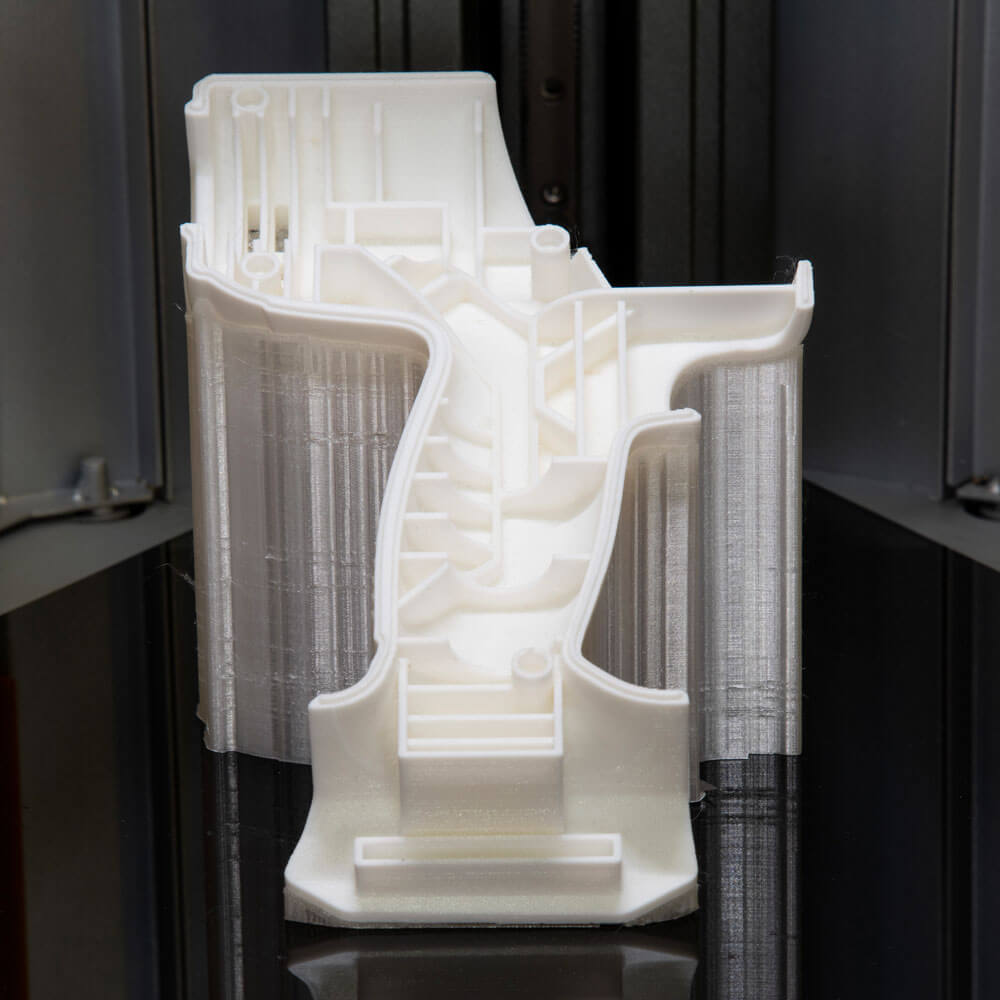
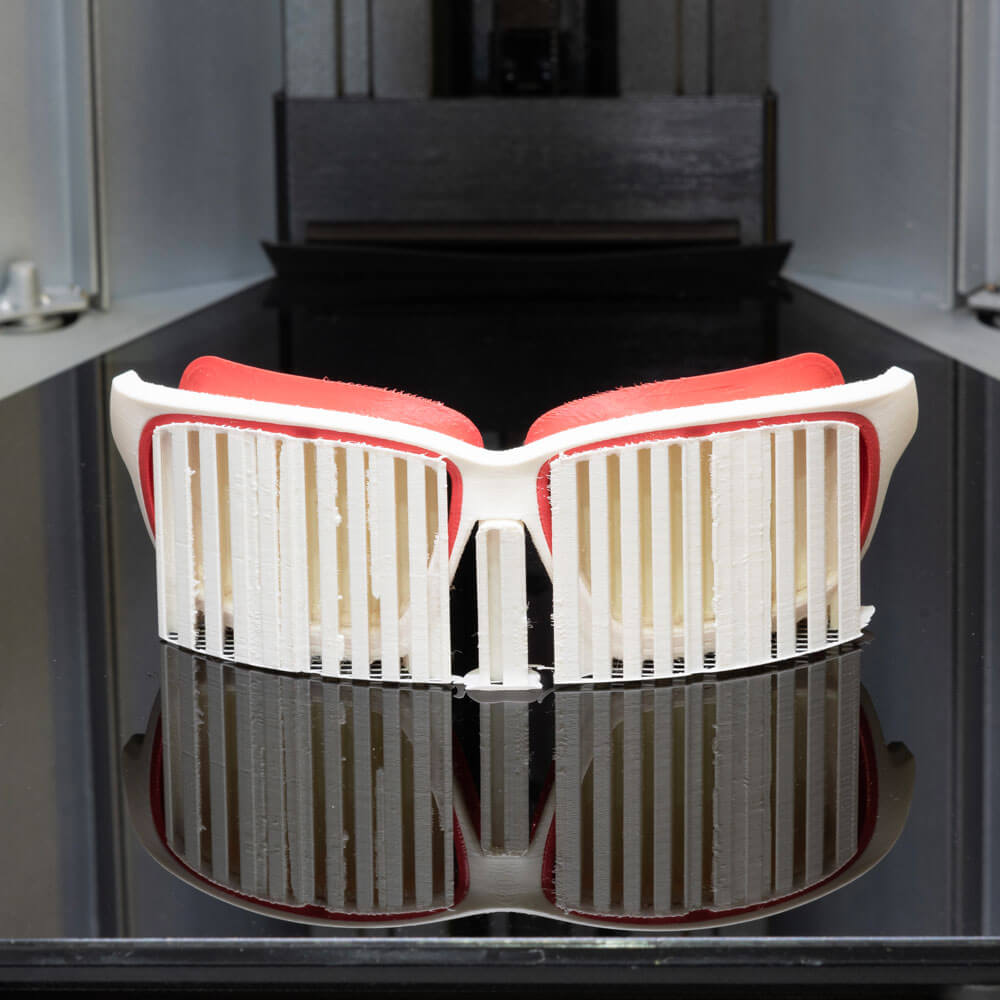
High precision patented dual nozzle technology blends the plastic flow at the nozzle tip. Now you can manufacture complex, multi-layered objects with functional features and fine color gradients.
Our patented technology offers clean detachment of printed supports, leaving smooth finishes. Ongoing Ping technical support for hassle free 3D printing with unequaled service. Business finance options available, contact us for more details.
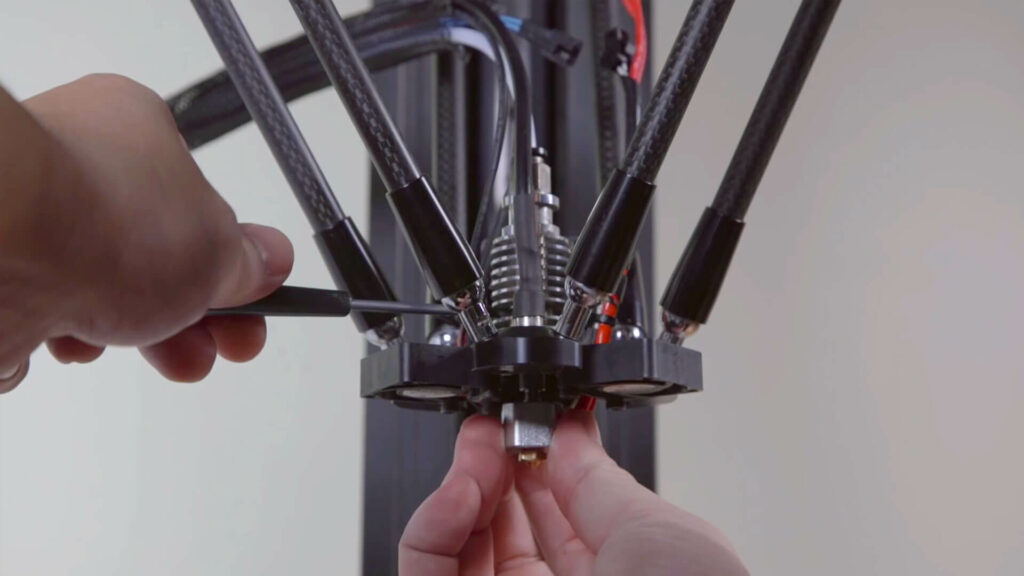
Patented unique nozzle design
Accurate blending enables eye-catching colors
Clean support breakaway reduces finishing requirements
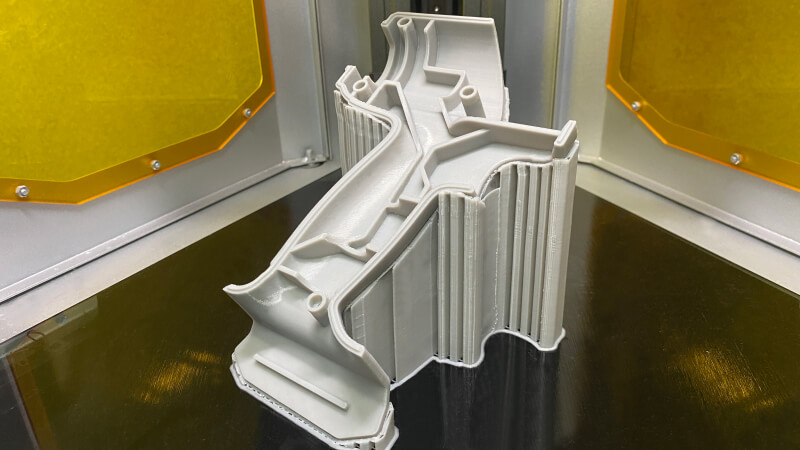
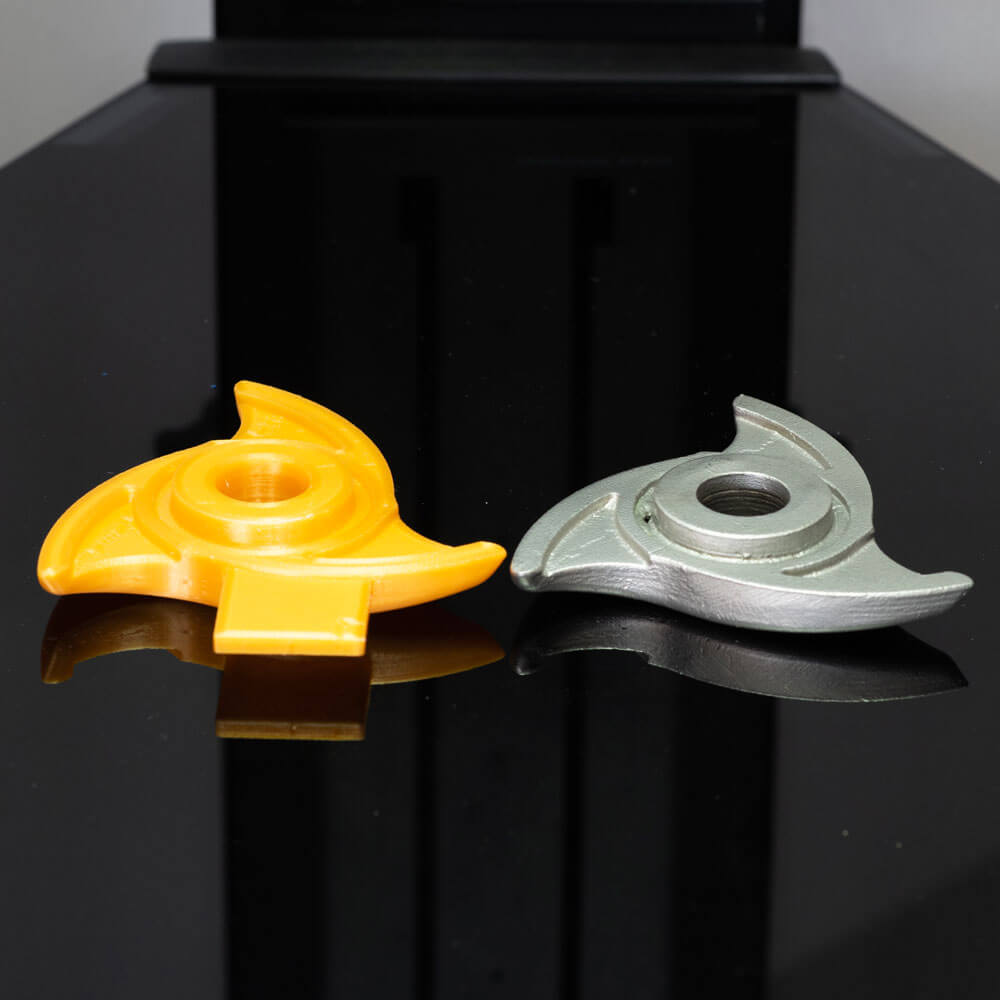
Our single material 3D commercial printers deliver a cost-effective and versatile solution for product design and prototyping. Ideal for short production runs when you need to deliver high quality results on time, every time. Take your business to the next level with our innovative, high speed, reliable 3D single material printers. Ongoing technical support for headache-free printing. Business finance options avaliable,
High precision patented dual nozzle technology blends the plastic flow at the nozzle tip. This enables fine color gradients and manufacturing complex, multi-layered objects with functional features. Our patented technology offers clean detachment of printed supports, leaving smooth finishes.
Our Customers
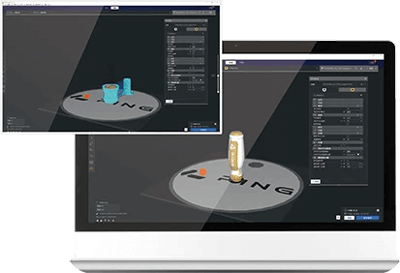
Ping Slicer Software
Industry leading software comes as standard with our 3D commercial printers & desktop 3D printers. Compatible with leading software models and file types and easy to use with intuitive commands and workflow.
Rapid generation of printer instruction files
Simple combination of multiple models
Clear color coding and detailed visualisations
Absolute control over all aspects of the printing process
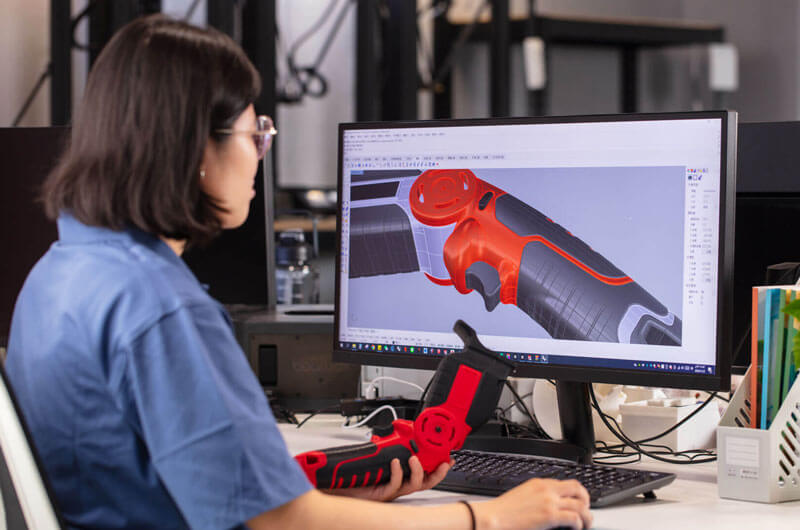
At Ping you get training and support from the engineers who designed your 3D commercial printer, ensuring a depth of knowledge that can respond quickly and effectively to your needs.
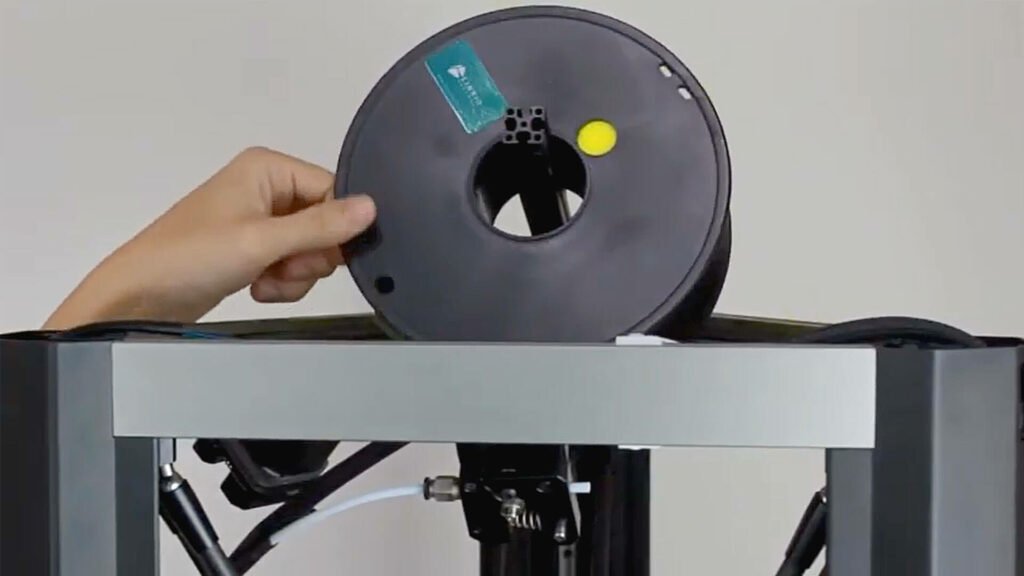
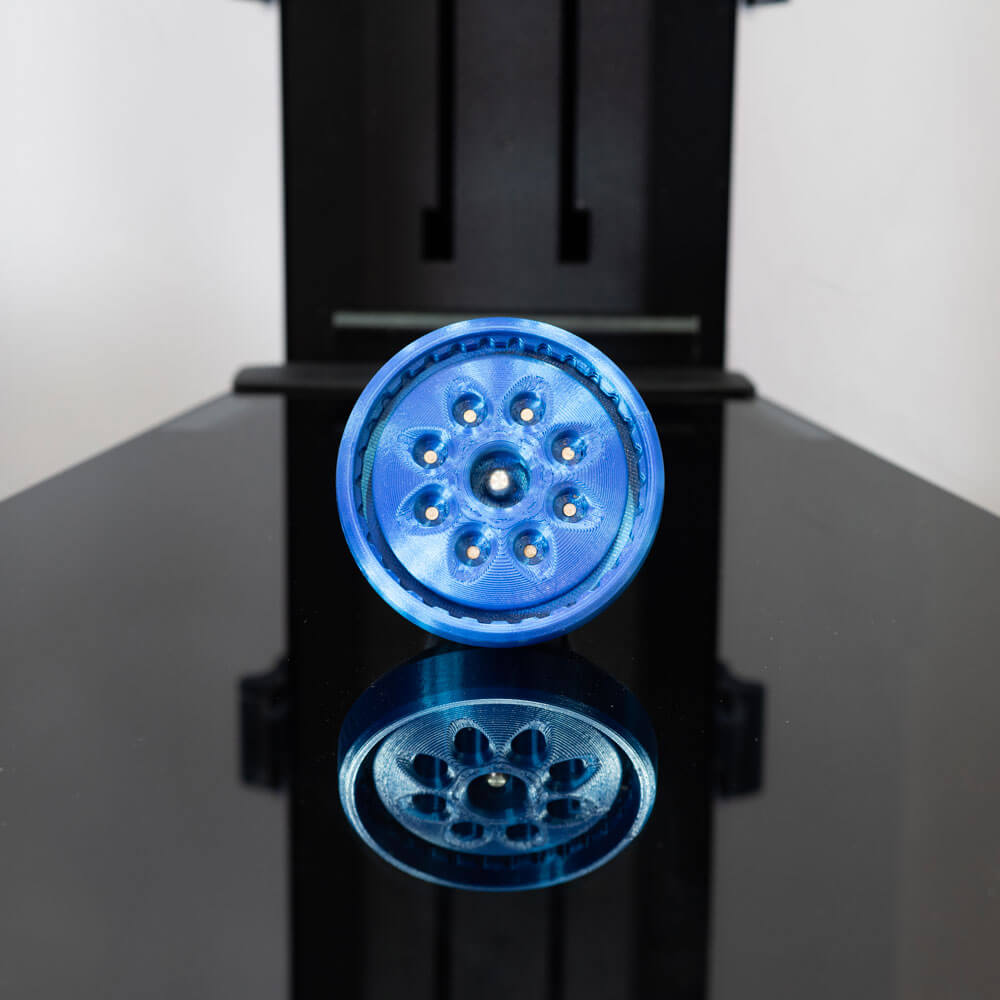
With our wide range of printer filaments, you can 3D print objects with significantly different engineering characteristics. Print soft and flexible grips as well as rigid structures with high structural integrity.
Our website uses cookies to ensure you get the best experience.
Open settings
Ok, I Understand
×
Cookie Declaration
We use cookies to give you the best and most relevant experience. Storing data in cookies also gives us ability to track users movements and to gather demographic information. Using our site means you agree with this and understand that we can share information about your use of this site with our social media and advertising providers.
Service
Cookies
Description
Google Analytics
_gat_gtag, _ga, _gid
Used to distinguish users and sessions for web statistics purposes.
You can manage your cookie preferences in the settings area or you can completely disable cookies in your browser, so no data will be collected.
Service
Cookies
Description
Google Analytics
_gat_gtag, _ga, _gid
Used to distinguish users and sessions for web statistics purposes.